


















Freno a pressione per piegatura spessa delle piastre: guida completa all'acquisto
La scelta di un freno a pressa per la piegatura spessa delle piastre inizia con un calcolo del tonnellaggio — non da un catalogo di prodotti. La piastra spessa (10mm e oltre) si comporta fondamentalmente in modo diverso rispetto alla lamera. Richiede più forza, strumenti specifici e compensazione della deviazione del fascio che la maggior parte delle macchine a uso generale non riesce a offrire. Se sbagli la specifica, ti trovi ad affrontare errori di angolo, guasti agli utensili e danni alla macchina. Questa guida ti fornisce la formula esatta per calcolare il tonnellaggio richiesto, una regola di selezione del die a V, una guida alla decisione del sistema di curvatura e una tabella dei limiti di spessore specifica per materiale — tutto ciò che serve per specificare la macchina giusta. Per il contesto applicativo, vedi il nostroGuida alla piegatura della piastra caldaiaper casi reali di utilizzo con piastre spesse.
Quanta tonnellata richiede effettivamente la piegatura spessa delle piastre?
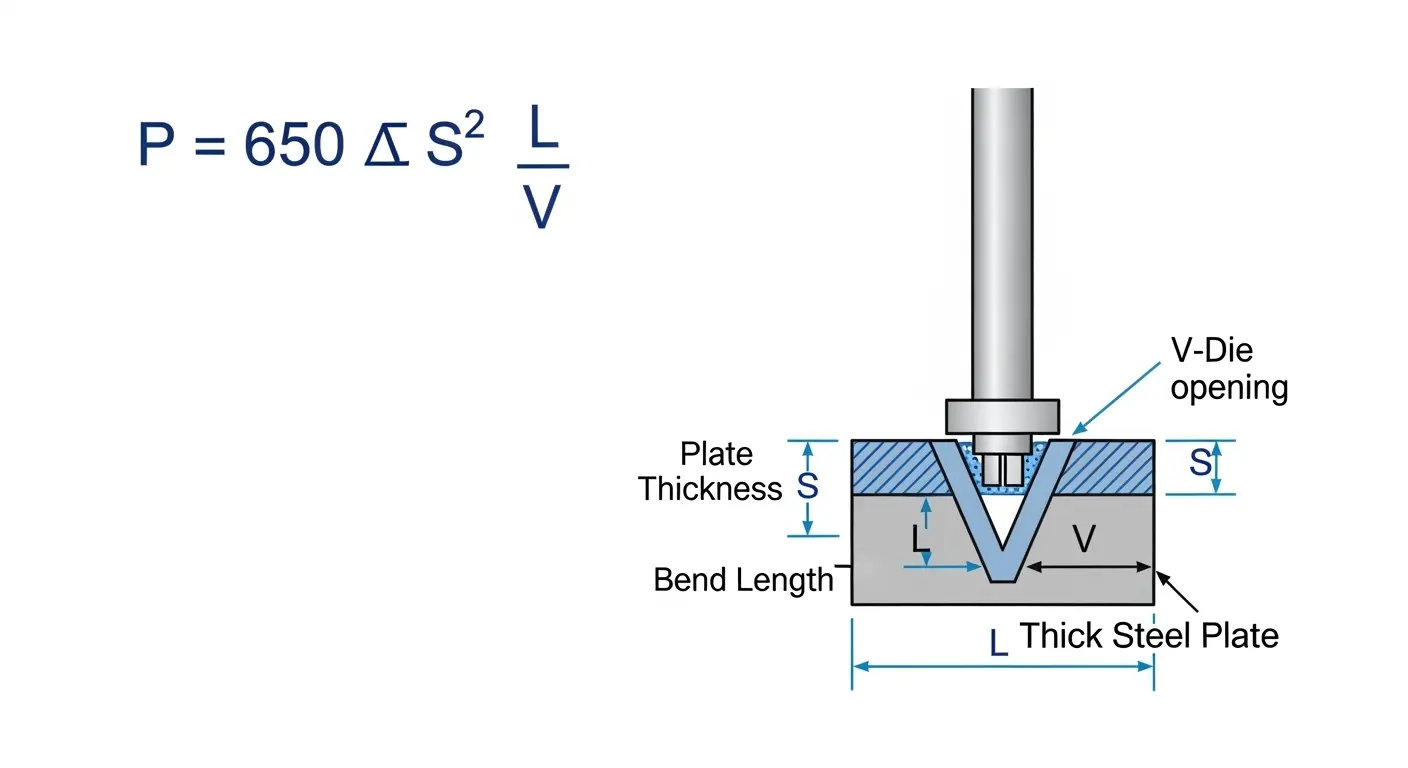
Per placche spesse, il tonnellaggio è il primo numero a confermare — e il più comunemente sottovalutato. La formula standard per l'acciaio dolce (metrica) è:
P (kN) = 650 × S² × L / V
Dove: S = spessore della lastra (mm), L = lunghezza di curvatura (m), V = larghezza dell'apertura del die a V (mm).
| Spessore della lastra (mm) | Lunghezza della curva (m) | Apertura del dado V (mm) | Tonnellaggio richiesto (kN) | Tonnellaggio richiesto (tonnellate) |
|---|---|---|---|---|
| 10 | 3 | 100 | 1,950 | ~195 |
| 20 | 3 | 200 | 3,900 | ~390 |
| 25 | 3 | 250 | 4,875 | ~488 |
| 30 | 3 | 300 | 5,850 | ~585 |
Per l'acciaio inox, moltiplica il risultato per 1,5–2×. Per l'alluminio, il moltiplicatore è circa 0,5×. Aggiungi sempre un buffer di sicurezza del 20% alla cifra calcolata.
Perché una piastra spessa richiede più di quanto ti aspetti
Un aumento del 10% dello spessore della piastra richiede circa il 20% in più di pressione di flessione. Questo significa che passare da 18mm a 20mm non è una piccola modifica — è un aumento della forza del 23%. Prima di scegliere la macchina, verifica anche il metodo di piegatura. La coniazione richiede circa il 10× della forza di flessione dell'aria allo stesso spessore. La piegatura del fondo richiede circa 4×. Specifica prima il metodo — poi calcola.
Apertura del die a V e selezione degli stampi per piastre spesse
L'apertura del die a V controlla direttamente il tonnellaggio, il raggio di curvatura e la finitura superficiale necessaria. Per piastre spesse, la regola è:Apertura del die a V = 8–10× lo spessore della piastra (piastra di spessore ).
| Spessore della lastra (mm) | Apertura consigliata per il die a V (mm) | Effetto sul tonnellaggio |
|---|---|---|
| 10 | 80–100 | Calcolo standard |
| 15 | 120–150 | Calcolo standard |
| 20 | 160–200 | Calcolo standard |
| 25 | 200–250 | Riduce il tonnellaggio richiesto rispetto a uno stampo più stretto |
| 30 | 240–300 | Die più largo = tonnellaggio inferiore ma raggio di curvatura maggiore |
Usare un'apertura di matrice troppo stretta aumenta il tonnellaggio richiesto, rischia la frattura degli strumenti e lascia segni di pressione sulla superficie della piastra. Usarne uno troppo largo riduce la precisione e produce un raggio di flessione interno maggiore rispetto a quello specificato.
Anche il ritorno a molla aumenta con lo spessore della placca. Pianifica una compensazione della sovraflessione da 2 a 5° a seconda della qualità del materiale. Gli acciai strutturali ad alta resa (550 MPa) hanno un retrocesso più aggressivo rispetto all'acciaio dolce standard. Il raggio del muso del punzone non dovrebbe essere inferiore allo spessore della piastra — un raggio più piccolo causa crepe superficiali sui materiali ad alta trazione.
Coronazione idraulica — La caratteristica che gli acquirenti di piastre spesse non possono ignorare
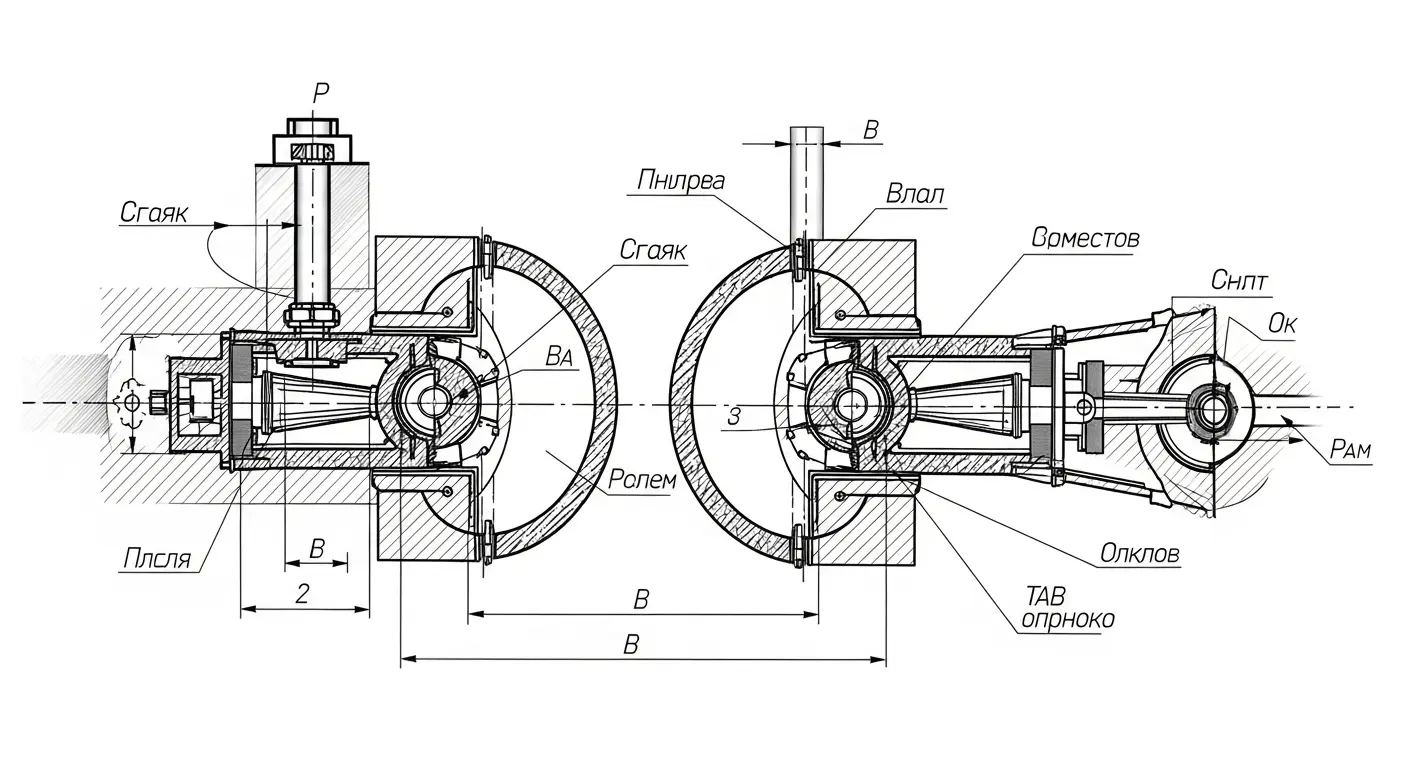
Per qualsiasi freno pressante che piega una piastra spessa a 80 tonnellate o su un piano più lungo di 2,5 metri, il sistema di coronazione non è opzionale. Senza di essa, il fascio si flette verso il basso al centro sotto carico e gli angoli di flessione variano lungo tutta la lunghezza del pezzo.
Ecco perché una macchina calibrata 400 tonnellate può comunque produrre angoli incoerenti su una piastra spessa 4 metri — la potenza indica la forza, non la rigidità.
Incoronazione meccanica vs. idraulica
| Tipo di Coronazione | Metodo di Regolazione | Meglio per | Costo relativo |
|---|---|---|---|
| Meccanico (cuneo) | Manuale/preimpostato, non regolabile sotto carico | Lavori ripetitivi, spessore costante della piastra | Abbassare |
| Idraulico | Compensazione statica regolabile tramite CNC | Produzione generale, spessori vari | Mid |
| Idraulico dinamico | Regolazione in tempo reale a metà corsa | Produzione mista, requisiti di alta precisione | Superiore |
Per macchine da 200T e oltre che utilizzano spessori di piastra misti, la curvatura idraulica dinamica è la specifica corretta. Compensa in tempo reale le variazioni dei materiali — tolleranze di spessore, variazioni di resistenza alla trazione e differenze di durezza — che i sistemi di incoronazione statica non possono affrontare. Per il controllo dell'asse CNC del retro-calibro per la precisione posizionale su piastre spesse, vedi il nostroGuida retro-scartamento a 4 assi vs a 8 assi.
Coronatura dinamica per la produzione di placche miste spesse
La curvatura dinamica monitora la resistenza durante la flessione e regola la pressione del cilindro di compensazione a metà corsa. Questo è fondamentale quando si usa una piastra da 15mm e una da 25mm sullo stesso cambio — ognuna richiede una diversa compensazione della coronazione e un sistema statico può essere preimpostato solo per una.
Limiti di spessore specifici per materiale per classe di tonnellaggio
Questa tabella mostra lo spessore massimo della lama per tonnellaggio meccanico per la flessione dell'aria a lunghezze standard del letto. I valori si basano su formule standard del settore.
| Classe Tonnage | Max Acciaio Dolce (mm) | Max Acciaio Inox (mm) | Max Alluminio (mm) |
|---|---|---|---|
| 100T | 6 | 3–4 | 10–12 |
| 160T | 8 | 4–5 | 14–16 |
| 200T | 10–12 | 5–6 | 18–20 |
| 400T | 18–20 | 9–10 | 30–35 |
| 600T | 25–28 | 12–15 | 40–45 |
| 800T | 30–40 | 18–20 | 50 |
Per acciaio inox a qualsiasi spessore, seleziona la classe di tonnellaggio successiva rispetto al calcolo sull'acciaio dolce. Per le specifiche del nostro modello da 600 tonnellate, vedi ilPagina del freno a pressione CNC da 600 tonnellate. Questi sono valori di dominio dell'aria. La piegatura del fondo o la coniazione dello stesso materiale richiede il 4–10× del tonnellaggio indicato.
Caratteristiche chiave della macchina da specificare per lavori su lastre spesse
Prima di contattare qualsiasi fornitore, verifica che queste caratteristiche siano incluse nella specifica:
- Azionamento idraulico — i freni a pressa elettrici non hanno la forza sostenuta per cicli ripetuti di flessione spessa delle piastre; L'idraulico rimane la scelta corretta per lavori con lastre pesanti
- Tonnellaggio nominale con 20% di tampone — calcola prima il tuo requisito di lavoro di picco, poi aggiungi il 20% prima di selezionare una classe di tonnellaggio
- Sistema di coronatura idraulica — coronazione dinamica per la produzione mista; Meccanica per lavori ripetitivi dedicati
- Lunghezza del piano abbinata alla lunghezza massima del pezzo — non la durata media del lavoro
- Scartamento CNC con minimo 4 assi — la precisione posizionale è critica quando si maneggia piastre pesanti; L'errore umano sulle macchine manuali costa materiale
- Controllo CNC con correzione angolare — Delem DA66S, DA66T o ESA S860 sono sistemi comprovati per lavori su placche spesse con compensazione a springback integrata
- Utensili a servizio pesante classificati per la resistenza alla trazione del materiale — l'acciaio strutturale può raggiungere i 550 MPa; Conferma la qualità degli utensili con il tuo fornitore
Per le specifiche e le funzionalità dei controller ESA, consulta il nostroPagina del freno a pressione con la pagina del controller ESA.
Freni a pressa a piastra spessi di RAGOS
I freni a pressa idraulici RAGOS pesante coprono la gamma da 100T a 600T — tutti dotati di sistemi idraulici Rexroth e di serie di controlli CNC Delem. La coreggiatura idraulica dinamica è inclusa su tutti i modelli da 200T e oltre. Secondo la nostra esperienza, l'errore più comune degli acquirenti è scegliere il tonnellaggio basandosi sul lavoro medio, non sulla loro richiesta di piastra più spessa. Una macchina acquistata per lavori da 10mm non può essere allungata per gestire 20mm in modo affidabile, nemmeno occasionalmente.
Quando i clienti condividono le specifiche delle loro piastre — tipo di materiale, spessore, lunghezza di curvatura e metodo di piegatura — il nostro team tecnico fornisce una raccomandazione scritta per tonnellate e la macchina prima di qualsiasi impegno di acquisto. Per lavori pesanti a uso generale, il nostroFreno a pressa CNC 100T per acciaioè un punto di partenza comprovato. Per applicazioni strutturali e offshore, ilGamma di freni a pressione pesantecopre da 200T a 600T.
Pronto a specificare la tua macchina?Condividi lo spessore della piastra, il materiale e la lunghezza della piegatura: confermeremo per iscritto il tonnellaggio e la classe della macchina.
Domande frequenti
D1: Quale freno pressa per tonnellaggio mi serve per la piegatura spessa delle piastre?
Utilizzare la formula P (kN) = 650 × S² × L / V per calcolare il tonnellaggio richiesto per l'acciaio dolce. Per una piastra da 20mm a 3m con un die a V da 200mm, servono ~390 tonnellate. Aggiungi un buffer di sicurezza del 20% prima di selezionare una classe di macchina. Per l'acciaio inox, moltiplica il risultato per 1,5–2×. Per un riferimento dettagliato, vedi il nostroGuida all'apertura del die e al tonnellaggio.
D2: Qual è l'apertura minima del die a V per piastre spesse?
L'apertura del die a V dovrebbe essere dell'8 al 10× dello spessore della piastra di qualità. Per la piastra da 20mm, usa un'apertura da 160–200mm. Un dado troppo stretto aumenta la forza necessaria, rischia di danneggiare gli utensili e segna la superficie della piastra di riferimento. I dies più larghi riducono il tonnellaggio richiesto ma aumentano il raggio di curvatura interno. Per il contesto dell'applicazione delle piastre spesse, vedi il nostroGuida alla piegatura della piastra caldaia.
D3: Perché è necessario il coronamento idraulico per i freni a pressione a piastra spessi?
Sotto carichi pesanti, la trave del freno pressante si sfetta verso il basso al centro. Questo produce un angolo aperto a metà lunghezza e un angolo chiuso alle estremità di un pezzo lungo. La coronazione idraulica applica una forza compensativa verso l'alto sul piano, mantenendo un angolo di flessione uniforme da un'estremità all'altra. È essenziale su letti superiori a 2,5 m o su macchine da 80 tonnellate. Per capire come il controllo dell'asse CNC migliori ulteriormente la precisione, consulta il nostroConfronto tra 4 assi e 8 assi tra scartamento posteriore.
D4: Un freno pressante da 200 tonnellate può piegare una piastra in acciaio dolce da 20mm?
Un freno pressante da 200 tonnellate può piegare acciaio dolce da 20 mm a una lunghezza di curvatura di circa 1–1,5 m utilizzando la piegatura ad aria con un die a V da 200 mm. Con una lunghezza di 3 m, la forza richiesta è di ~390 tonnellate — oltre la capacità sicura di una macchina da 200 tonnellate. Calcola sempre usando P = 650 × S² × L / V prima di impegnarsi in una classe di tonnellaggio. Per applicazioni di spessore pesante, consulta il nostroSpecifiche del freno a pressione CNC da 600 tonnellate.
D5: Qual è lo spessore massimo della piastra che un freno a pressione può gestire?
I freni pressa ad alta tonnellata da 3.000 tonnellate e oltre possono piegare la lastra d'acciaio fino a 150 mm di spessore in applicazioni offshore e strutturali. Per la maggior parte delle officine di fabbricazione, le macchine nella gamma 400–800 tonnellate maneggiano una piastra da 20 a 50 mm in modo affidabile. Il limite pratico dipende dal tonnellaggio nominale, dalla rigidità del piano e dalle specifiche degli utensili. I freni a pressa idraulici CNC gestiscono metalli spessi da 10 mm a 20 mm nella classe da 300 a 1.000 tonnellate. Visualizza il nostroGamma di freni a pressione pesanteper specifiche di piena capacità.
Specifica bene. Piegala bene.
Tre decisioni determinano il successo con la piegatura su placche spesse. Per prima cosa, calcola il tonnellaggio necessario usando P = 650 × S² × L/V — poi aggiungi un buffer del 20% prima di selezionare una classe di macchina. In secondo luogo, specifica un sistema di curvatura idraulica adatto alla lunghezza del letto e alla miscela di produzione. Terzo, imposta l'apertura del chip a V sull'8–10× lo spessore della piastra e verifica che il raggio del muso del punzone non sia inferiore allo spessore della piastra da piatta. Questi tre passaggi eliminano le fonti più comuni di errore angolare, deflessione e guasto degli utensili su piastre spesse. Il prossimo passo: condividi le specifiche della tua piastra — materiale, spessore e lunghezza di curvatura — con il team tecnico di RAGOS e ottieni una raccomandazione scritta della macchina prima dell'acquisto.