


















Precision CNC Bender per Alluminio: La Guida Completa per l'Acquisto
Una piegatura CNC di precisione per alluminio offre tolleranza angolare ±0,1–0,2° — ma solo quando sono soddisfatte tre condizioni: la lega giusta, una macchina CNC con compensazione angolare in tempo reale e utensili specifici per alluminio. La maggior parte degli acquirenti riscontra problemi di tolleranza dopo la spedizione della macchina, non prima. Questa guida ti fornisce i numeri e la checklist da specificare correttamente prima dell'acquisto. Riceverai una tabella delle tolleranze raggiungibili per livello di macchina, un confronto delle leghe (5052 vs. 6061), una checklist CNC in sei punti e una raccomandazione chiara per ogni tipo di applicazione. Per una panoramica completa delle opzioni di piegatura CNC, visita il nostroGuida alle attrezzature CNC per la piegatura del metallo.
Quale tolleranza può raggiungere una piegatura CNC di precisione sull'alluminio?
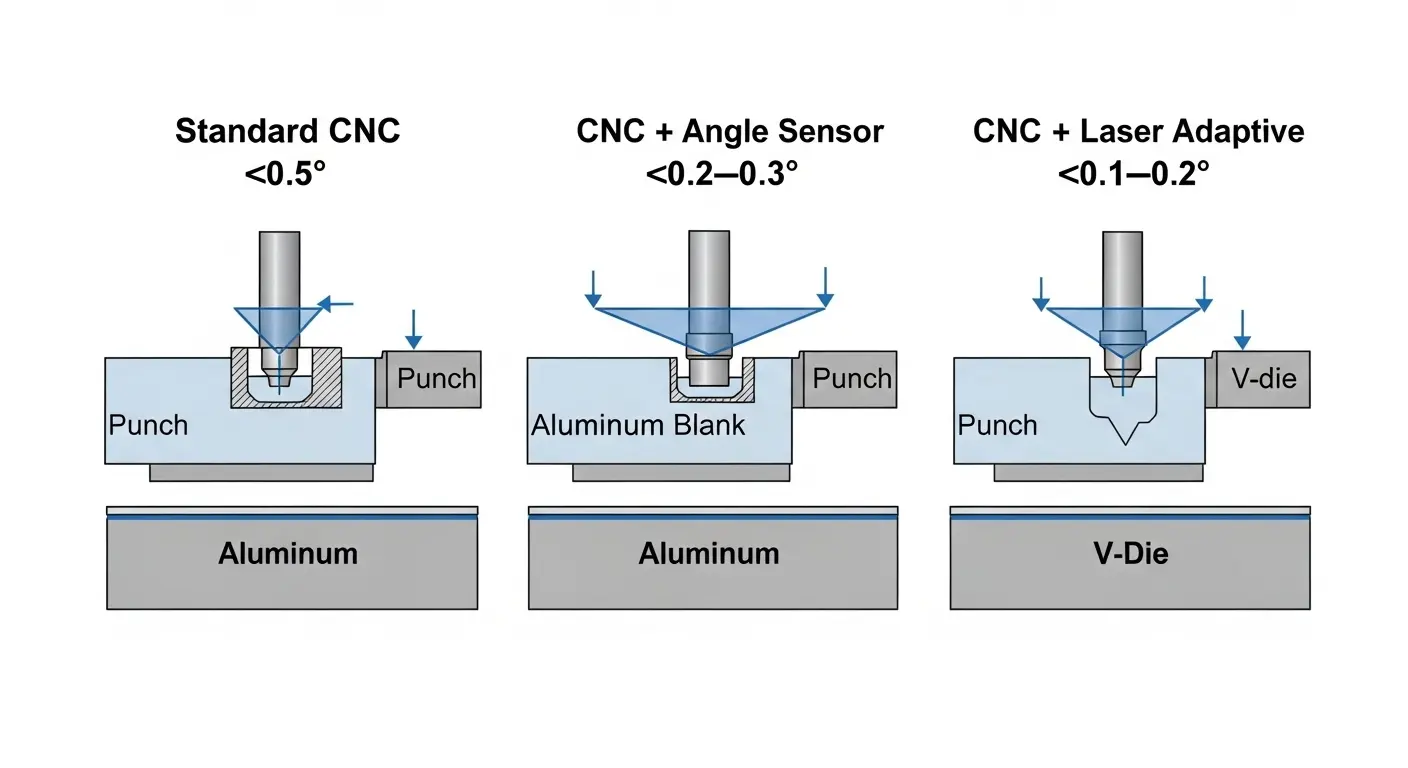
Una piegatura CNC di precisione per alluminio raggiunge tolleranze angolari ±0,1–0,2° con misurazione laser dell'angolo e controllo adattivo. I freni a pressione CNC standard senza retroazione angolare raggiungono ±0,3–0,5°. La distinzione conta. Per la produzione in contenitori, ±0,5° è spesso accettabile. Per i componenti aerospaziali portanti, il requisito scende a ±0,005 pollici (circa ±0,127 mm).
La tabella sottostante mostra cosa ogni livello di macchina CNC offre effettivamente in alluminio:
| Tipo di macchina | Tolleranza angolare | Requisito Chiave |
|---|---|---|
| Freno a pressa CNC standard | ±0,3–0,5° | Pieghe manuali per lotto |
| CNC con sensore angolare | ±0,2–0,3° | Offset del programma del sensore angolato |
| CNC con controllo laser adattivo | ±0,1–0,2° | DB di materiale in alluminio con feedback laser |
La maggior parte dei produttori di produzione che mira a parti generali in lamiera lavora entro ±0,3°. Gli acquirenti di elettronica aerospaziale ed elettronica di precisione hanno bisogno di ±0,1–0,2°. Conferma quale livello richiede la tua domanda prima di specificare una macchina. Il nostroFreno a pressione a 3 assi con controllo Delem CNCinclude la compensazione dell'angolo integrata nel controller per la produzione di alluminio.
Retro a molletta in alluminio — Cosa deve compensare il tuo piegatore CNC
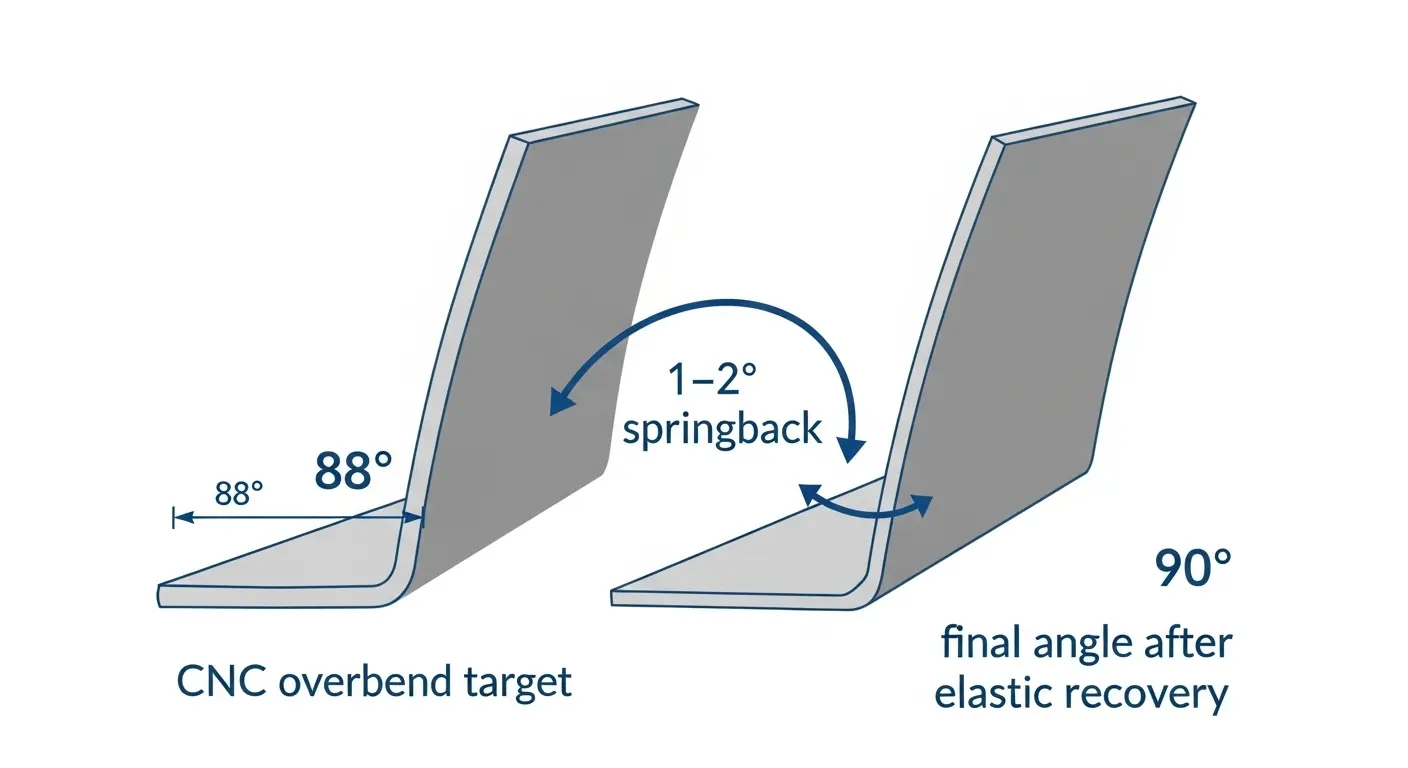
La retrosposizione dell'alluminio in flessione CNC è 1–2° — inferiore a quella dell'acciaio ad alta resistenza 5–7°, ma comunque sufficiente a spostare un lavoro di tolleranza di ±0,1° fuori specifica senza compensazione automatica. Il ritorno a mollezza si verifica perché l'alluminio si riprende elasticamente dopo che il punzone si ritrae. Varia tra i gradi di lega, tra i lotti di materiali e persino con la direzione di rotolamento.
I freni a pressione CNC moderni compensano usando quattro metodi: database di materiali con profili in alluminio precaricati, offset di angolo a livello di programma per lega, misurazione in tempo reale con correzione della corsa media e controllo adattivo che apprend dalle curve precedenti dello stesso lotto. Senza almeno due di questi metodi attivi, la precisione costante sull'alluminio richiede una piegatura di prova distruttiva prima di ogni nuovo lotto.
Piegatura ad aria vs. bottom per precisione in alluminio
La piegatura dell'aria è la tecnica preferita per il lavoro di precisione sull'alluminio. Il blank entra parzialmente in contatto con il chip, dando al sistema di misurazione dell'angolo CNC lo spazio per rilevare e correggere il ritorno della spinta in tempo reale. Il bottoming spinge il materiale completamente contro il die, riducendo il ritorno a mole durante la compressione — ma richiede un tonnellaggio significativamente maggiore e rischia di marcature superficiali sull'alluminio morbido.
Per lavori ±0,1–0,2° sull'alluminio, la flessione dell'aria con feedback angolare CNC è il metodo standard del settore. La formula di compensazione della sovraflessione è semplice: se il tuo obiettivo è 90°, programma il CNC a 88–89° per la maggior parte delle pendenze 5052 e 6061. L'offset esatto dipende dalla resistenza allo snervamento del lotto, motivo per cui un database dei materiali che memorizza i valori specifici della lega fa risparmiare tempo tra le serie di produzione.
Quale lega di alluminio funziona meglio con una piegatura CNC di precisione?
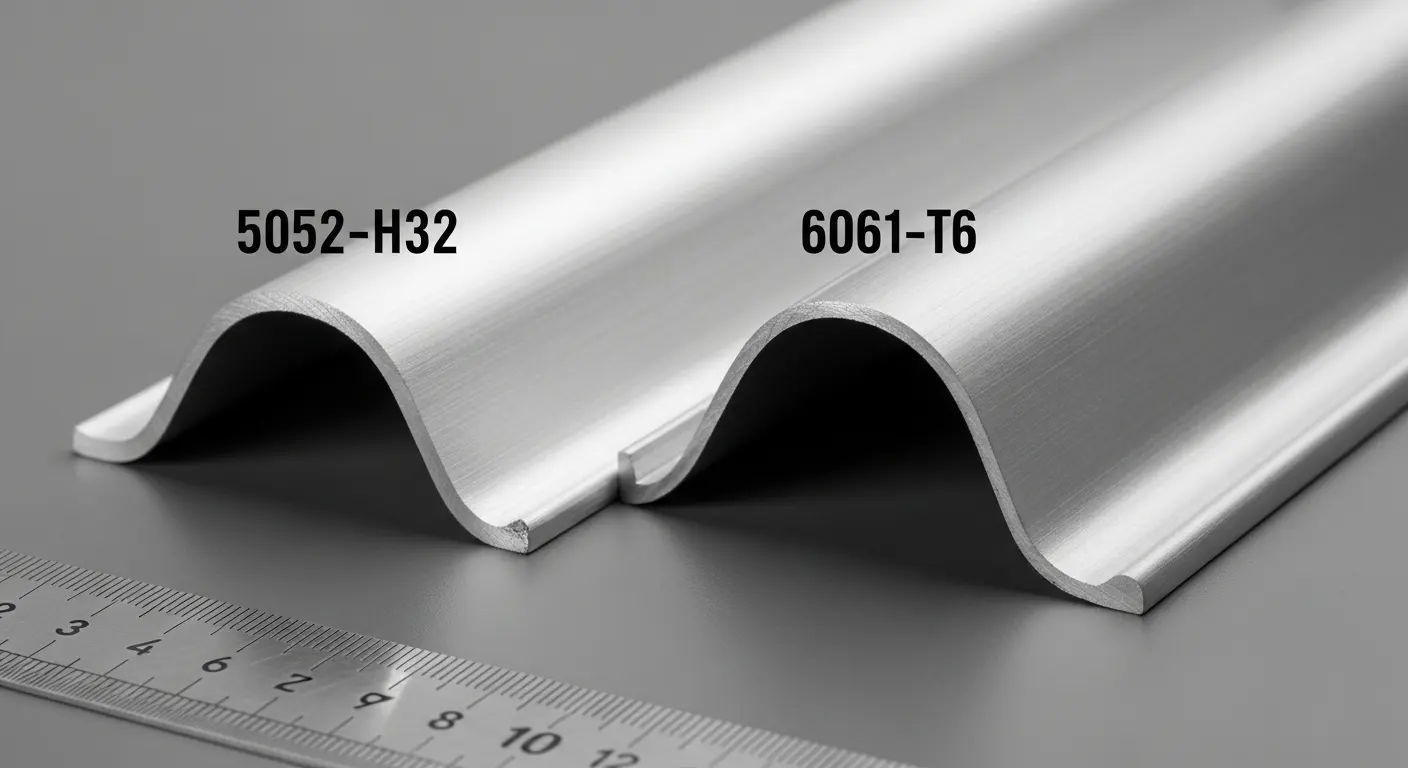
Per una flessione CNC di precisione, il 5052-H32 consente raggi minimi di flessione più stretti e una migliore formatibilità; Il 6061-T6 offre rigidità strutturale ma richiede raggi maggiori ed è soggetto a crepe in curve strette. Scegliere la lega sbagliata per un lavoro di precisione a raggio ristretto è l'errore più comune e evitabile nella produzione CNC di alluminio.
| Proprietà | 5052-H32 | 6061-T6 |
|---|---|---|
| Formabilità | Eccellente | Moderato |
| Raggio minimo di curvatura | ~1×T (stretto) | 2–3×T (più grande) |
| Ritorno a primavera | 1–2° | 1.5–2.5° |
| Finitura superficiale | Bene | Eccellente |
| Rischio di crepe in curve strette | Basso | Alto |
| Migliore applicazione | Involucri, HVAC, pannelli | Telai aerospaziali, parti strutturali |
Il 6061-T6 nel temperamento T6 è suscettibile a crepe ai raggi inferiori a 2×T. Per la piegatura a raggio stretto con 6061, ricottare al temperamento O prima di formare o specificare un raggio di punzone maggiore. Per la produzione di involucri ad alto volume e HVAC, dove la finitura estetica e i raggi stretti sono la più importante, la 5052-H32 è la scelta standard della lega. Vedi il nostroPagina applicativa per piegatura hardware per mobiliPer esempi di flessione dell'alluminio.
Raggio di flessione minimo per lega e spessore
Il raggio di flessione minimo è espresso come un multiplo dello spessore del materiale (T). Per 5052-H32 con spessore 1–2mm, è possibile ottenere un raggio di 1×T senza crepe superficiali. Per 6061-T6 allo stesso spessore, il minimo è 2–3×T. Scendere sotto il raggio minimo provoca micro-crepe sulla faccia di curvatura esterna — un difetto che appare dopo la formazione e diventa invisibile durante la corsa di flessione.
Verifica sempre il raggio minimo che richiedi rispetto alla durezza del batch del materiale. La durezza varia tra fornitori e lotti di tempra. Una bobina 5052-H32 all'estremità alta della sua durezza può necessitare di 1,5×T invece che di 1×T per evitare crepe sul bordo della faccia esterna.
Caratteristiche CNC necessarie per la piegatura precisa dell'alluminio
Non tutti i freni a pressione CNC possono garantire precisione sull'alluminio. Prima di ordinare, chiedi al tuo fornitore di confermare che queste sei caratteristiche siano incluse per iscritto:
- Misurazione dell'angolo in tempo reale — sensore laser o a contatto; fornisce feedback a metà corsa e correzione automatica per il ritorno alla molla
- Database dei materiali in alluminio — profili in lega precaricati per 5052, 6061, 5083; Riduce le curve di prova per lotto
- Programmazione di compensazione dell'overbend — offset di springback per lega memorizzato nel controller CNC
- Azionamento servo-elettrico o elettroidraulico — velocità di RAM costante; Previene la marcatura superficiale causata da picchi di pressione sull'alluminio morbido
- Stampo di qualità in alluminio (punch rivestito, die cromato) — segni standard degli utensili in acciaio e graffi in alluminio; Utilizzare inserti rivestiti o in poliuretano
- Sistema di coronatura idraulica — compensa la flessione del piano su pannelli superiori a 1,5 m; Fondamentale per un angolo costante su lunghe lastre di alluminio
Per lamiere sottili di alluminio nella produzione automatizzata, il nostroPiegatrice di pannelli con alimentazione CNC a ventosaRimuove completamente la marcatura dei contatti maneggiando il blank senza morsetti.
Perché la selezione degli utensili cambia tutto per l'alluminio
Gli utensili in acciaio graffiano superfici anodizzate, preverniciate e in alluminio nudo. Il danno è permanente e esteticamente inaccettabile nella produzione di recinti e pannelli. Usa punch placcati cromato, diei rivestiti o inserti in poliuretano per tutti i lavori in alluminio. Il raggio del muso del punzone deve corrispondere o superare il raggio minimo di curvatura della tua lega. Usare un raggio di muso di 1 mm su 6061-T6 a un minimo richiesto di 2×T causa crepe sulla faccia esterna ad ogni curva.
Nella nostra esperienza nella fornitura di freni a pressa CNC per la produzione di involucri in alluminio, la specifica degli utensili è l'errore di configurazione più comune commesso dagli acquirenti. Specificano correttamente la macchina e sottospecificano gli strumenti — e scoprono il problema già alla prima produzione.
Industrie che specificano piegatrici CNC di precisione per alluminio
La piegatura CNC di precisione dell'alluminio è uno standard di produzione in diversi settori dove l'accuratezza dimensionale e la qualità superficiale sono ugualmente critiche:
- Componenti aerospaziali — tolleranza angolare a ±0,005 in.; lega: 5052 e 6061; richiede la certificazione CNC con feedback laser e la certificazione FAA per materiali tracciabili
- Fabbricazione di condotti HVAC — foglio 5052-H32; precisione dell'angolo di flangia per l'assemblaggio di condotti senza perdite; Alto volume giornaliero
- Involucri elettrici e apparecchiature elettriche — 5052; 4–6 curve per parte; La finitura superficiale estetica e la tolleranza dimensionale sono ugualmente importanti
- Allestimento carrozzeria automobilistica — 5052 e 6061; superficie senza graffi obbligatoria; Standard per stampi rivestiti
- Ferramenta per mobili — estrusori di alluminio; profili multi-bend; 6061 con raggi maggiori
Per l'alluminio strutturale utilizzato nelle costruzioni e nelle applicazioni architettoniche, vedi il nostroPiegatrice per l'industria edileGuida.
RAGOS Precision CNC Bender configurati per alluminio
I freni a pressa CNC RAGOS con controllo Delem DA-66T includono database di materiali specifici per alluminio, integrazione di misurazione dell'angolo in tempo reale e programmazione della compensazione della sovraflessione come standard. Quando i clienti ci portano profili 6061-T6 che richiedono una tolleranza di ±0,2°, la prima domanda che ci poniamo è: "Qual è il raggio minimo di flessione?" — perché la specifica della lega e del raggio determina la configurazione della macchina prima di discutere altro.
Per lamiere sottili di alluminio ad alto volume, il nostro pannello a ventosa elimina la marcatura superficiale maneggiando i blocchi senza morsetti meccanici durante tutto il ciclo di piegatura. In base alle installazioni da parte dei clienti nella produzione di involucri HVAC ed elettroniche, le officine che adottano questa configurazione riducono significativamente i tassi di rottami cosmetici entro il primo mese di produzione.
Per un confronto completo dei freni a pressione CNC per applicazione, consulta il nostromigliore guida per macchine a freno a pressione CNC. Per visualizzare la nostra gamma completa di apparecchiature CNC, visita ilPanoramica delle attrezzature CNC per piegatura del metallo.
Pronto da configurare per la tua applicazione in alluminio?Condividi la tua classifica di lega, lo spessore del materiale e la tolleranza all'angolo bersaglio — il nostro team tecnico confermerà il corretto, la configurazione CNC e le specifiche degli utensili prima dell'acquisto.
Domande frequenti
D1: Quale tolleranza può raggiungere un piegatore CNC di precisione sull'alluminio?
Una piegatura CNC di precisione con misurazione dell'angolo laser raggiunge ±0,1–0,2° sull'alluminio in condizioni ottimali. Le macchine CNC standard senza feedback angolato erogano ±0,3–0,5°. Le applicazioni aerospaziali richiedono una precisione di flessione entro ±0,005 pollici per gli assemblaggi portanti. Il fattore determinante è la capacità di compensazione dell'angolo in tempo reale — non solo il numero di assi CNC. AEsplora le attrezzature di piegatura CNC RAGOS per alluminio, visita la pagina di panoramica dell'attrezzatura.
D2: Qual è il valore di springback dell'alluminio nella piegatura CNC?
La ripresa dell'alluminio è tipicamente da 1–2° in piegatura ad aria CNC — inferiore all'acciaio ad alta resistenza, a 5–7°, ma abbastanza significativa da influenzare lavori a tolleranze strette. I freni a pressa CNC moderni compensano utilizzando database di materiali e controllo adattivo. Per un bersaglio a 90°, programmare la macchina per sovraflettersi a 88–89° per la maggior parte delle pendenze 5052 e 6061. Per vedere come la nostraCompensazione del retrocesso della primavera Delem Delem a 3 assiPer l'alluminio, visita la pagina prodotto.
D3: Quale lega di alluminio è la migliore per la piegatura CNC di precisione?
Il 5052-H32 è il migliore per la piegatura di precisione a raggio stretto — offre un'eccellente formabilità e consente raggi fino a 1×T. Il 6061-T6 offre rigidità strutturale ma richiede raggi minimi di 2–3×T e si crepa a curve strette nel temperamento T6. Per recinti, impianti HVAC e pannelli estetici, il 5052-H32 è la scelta standard. Per telai strutturali e aerospaziali, si applica 6061-T6 con raggi maggiori. Visualizza il nostroEsempi di applicazioni in alluminio e hardwarePer una guida reale.
D4: Qual è il raggio minimo di flessione per una lamiera di alluminio su una piegatrice CNC?
Per 5052-H32 a 1–2 mm, è possibile ottenere un raggio minimo di flessione di 1×T senza crepe superficiali. Per 6061-T6 allo stesso spessore, il minimo è 2–3×T. Scendere sotto il raggio minimo provoca micro-crepe sulla faccia esterna che si manifestano dopo la formazione. Verifica sempre il raggio richiesto rispetto alla durezza del batch del materiale, poiché la durezza varia da fornitore a fornitore. Per confermare la configurazione corretta della macchina, consulta il nostromigliore guida per macchine a freno a pressione CNC.
D5: Quali strumenti sono necessari per la piegatura di precisione dell'alluminio su un freno a pressione CNC?
Utilizza punzoni placcate cromate, diee rivestite o inserti in poliuretano — i classici segni di stampo in acciaio che graffiano permanentemente le superfici in alluminio. Il raggio del muso del punzone deve essere pari o superiore al raggio minimo di flessione della tua lega. Per il 6061-T6, un raggio di muso maggiore previene le crepe. Per lamiere sottili di alluminio in produzione ad alto volume, il nostroPiegatrice di pannelli con alimentazione CNC a ventosaRimuove completamente il contatto con la pinza.
La precisione non è una caratteristica della macchina — è una decisione di configurazione
Tre fattori determinano se il tuo piegatore CNC garantisce precisione sull'alluminio. Per prima cosa, scegli la lega giusta — 5052-H32 per raggi stretti e formabilità, 6061-T6 per lavori strutturali con raggi maggiori. In secondo luogo, specifica una macchina con misurazione angolare in tempo reale e un database di materiali in alluminio — non solo il controllo degli assi CNC. Terzo, ordina utensili in alluminio con il raggio di punta corretto per la tua lega. Se si aggiungono tutte e tre le cose, ±0,1–0,2° è possibile in ogni produzione. Se ne sbagli uno uno e il tasso di rottami aumenta rispetto al primo pezzo. Il prossimo passo: invia la tua classifica, spessore e tolleranza del bersaglio al team RAGOS per una raccomandazione scritta di configurazione della macchina e degli utensili.