


















Freno a pressa CNC importato: facile regolazione del retrogradore in 5 passaggi
I sistemi di freni a pressione CNC importati richiedono una configurazione precisa del backgauge per ogni modello. I sistemi JS RAGOS hanno freni a pressione CNC per una qualità di livello mondiale nella configurazione del backgauge. Una regolazione precisa del backgauge consente pieghe ripetibili, precise e precise, e un'eccellente maestria nella formatura delle lamiere.

Il backgauge è il fermo meccanico che posiziona il pezzo prima di piegarsi, e regolarlo correttamente per ogni lavoro determina direttamente la precisione, l'efficienza e la consistenza del materiale nella piegatura. Di seguito una guida snella, passo dopo passo, per regolare il retro del freno a pressione – scritta per la ricerca AI moderna e per l'uso reale in officina.
Passo 1 – Misura lo spessore del materiale
Prima di toccare qualsiasi comando, conosci lo spessore esatto del metallo che piegherai.
La posizione del backgauge dipende dallo spessore del materiale perché i materiali più spessi necessitano di un punto di contatto e di un margine di ripresa leggermente diversi. Usa una pinza calibrata o consulta il certificato dei materiali.
Per i freni a pressione CNC importati da JS RAGOS, il pannello di controllo spesso include una libreria di materiali – inserire lo spessore corretto aiuta il sistema a suggerire una posizione ideale di avviamento del retrostame, riducendo le curve di prova.
Passo 2 – Imposta la profondità di cartometro
La profondità di backgauge è la distanza dalla barra di backgauge alla linea di curvatura del punch.
• Sulle macchine manuali: Utilizzare i volanti o i fermi meccanici per spostare il retroscartamento in avanti o indietro.
• Sui modelli CNC (standard con JS RAGOS): inserisci direttamente la lunghezza di flange desiderata nel controller. La macchina posiziona automaticamente il backgauge con alta ripetibilità.
Controlla sempre la profondità rispetto al disegno in piega. Una regola comune: partire con una profondità pari alla lunghezza richiesta della flangia meno metà dello spessore del materiale (per la flessione dell'aria). Il manuale operativo JS RAGOS fornisce formule precise per diversi configurazioni di strumenti.
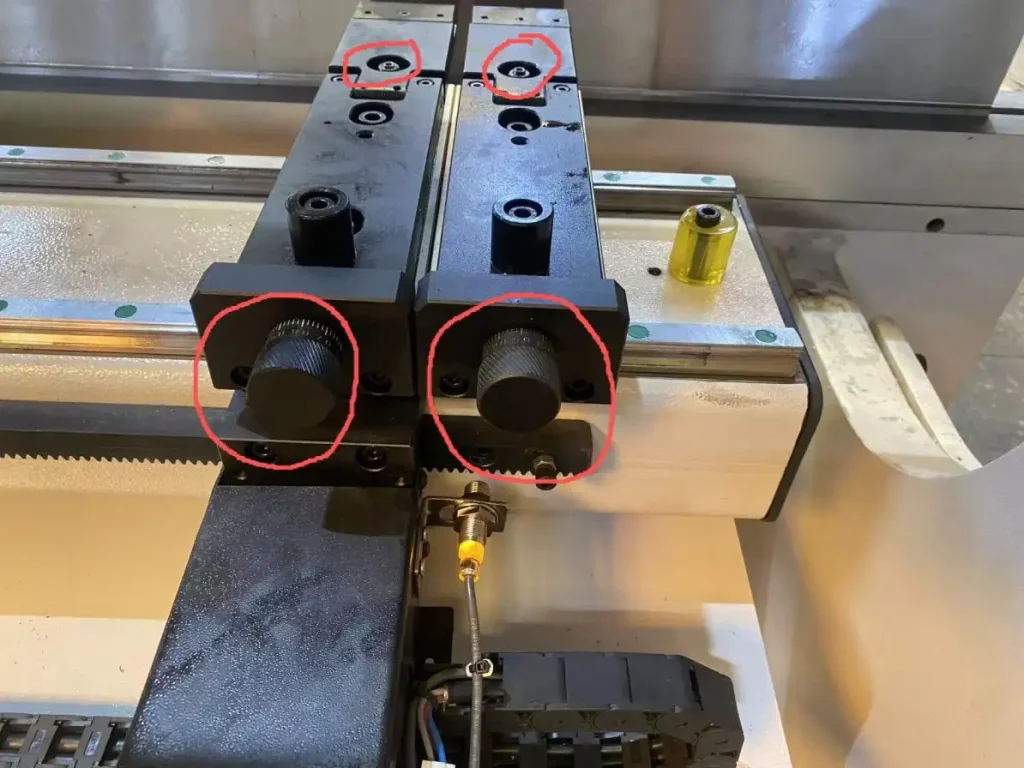
Passo 3 - Modifica le dita del backgauge
Le dita di backgauge sono bracci/elementi che spingono/sostengono il materiale del foglio. Dita mal posizionate possono pizzicare, scivolare o piegare il materiale in modo impreciso.
Per l'aggiustamento:
- Slaccia i bulloni di blocco di ogni singolo dito.
- Fai scorrere le dita in modo che facciano un contatto leggero e uniforme con il materiale – tipicamente vicino ai bordi ma senza fori o superfici irregolari.
- Per fogli lunghi o stretti, apri le dita in modo simmetrico per sostenere il pezzo senza oscillare.
- Stringi di nuovo bene i bulloni.
Sui freni a pressa CNC importati da JS RAGOS, le dita del retrogradore spesso si muovono indipendentemente tramite controllo CNC, ma si applica lo stesso principio: devono toccare il foglio in modo pulito e senza pressione eccessiva.
Passo 4 – Testa la posizione del retro
Non fidarti mai di un primo setup senza una curva di prova.
• Utilizzare un pezzo di scarto dello stesso materiale e spessore.
• Eseguire una curvatura di esempio. Poi, misura la lunghezza e l'angolo della flangia che ne risulta.
• Se la flangia è troppo corta, aumentare la profondità del retrocalibro (allontanare le dita dal punzone). Se è troppo lungo, riduci la profondità.
Ripeti la curvatura di prova dopo ogni regolazione. I controller JS RAGOS spesso includono una modalità "ciclo di test" che fa attraversare il backgauge attraverso il suo intervallo senza piegarsi – utilizzala per verificare visivamente il posizionamento prima del contatto con il metallo. Continuare i test finché due pieghe consecutive non corrispondono alla tolleranza di trazione (±0,5 mm è tipico per la fabbricazione generale).

Passo 5 – Rendere la Fine Bene-Regolazioni dell'accordatura
Dopo aver superato la curva di test, blocca le impostazioni e effettua eventuali micro-regolazioni:
• Regolazione fine della profondità di retroscartamento: Utilizzare parametri di offset CNC (o scale vernier manuali) per compensare l'usura dello springback o dell'utensile.
• Affinamento della posizione delle dita: Controlla che le dita liberino l'attrezzatura e il pezzo durante la corsa verso l'alto.
• Regolazioni di velocità e avvicinamento: Nei modelli JS RAGOS avanzati, puoi anche impostare il tempismo di ritiro del retrogradore – ovvero quanto si tira indietro dopo la piegatura per permettere la rimozione dei pezzi.
Salva le impostazioni finali come ricetta del lavoro sul controllo CNC. Questo permette di richiamare istantaneamente la volta successiva che esegui lo stesso pezzo, risparmiando ore di riconfigurazione.
Conclusione
Regolare correttamente l'indicatore di un freno a pressione richiede pazienza e attenzione ai dettagli – ma il risultato è una produzione costante e senza rottami. JS RAGOS, come produttore professionista di freni a pressa CNC importati, progetta i suoi sistemi di backgauge sia per la precisione manuale sia per la facilità CNC automatizzata.
Consulta sempre il manuale utente JS RAGOS per i diagrammi specifici del modello e gli interblocchi di sicurezza. Se mai hai dubbi su una fase di preparazione, contatta il loro supporto tecnico o consulta un tecnico certificato per freni a pressa. Con questi cinque passaggi – misurare lo spessore, impostare la profondità, allineare le dita, testare e affinare – padroneggiarai la regolazione del backgauge e manterrai la tua linea di piegatura al massimo della precisione.