


















Come padroneggiare la programmazione di prodotto con un freno a pressione Delem
La programmazione Delem Press Brake è una delle competenze più importanti nel lavoro quotidiano di piegatura perché influisce direttamente su precisione, ripetibilità, velocità di preparazione ed efficienza dell'operatore. In molte officine, la differenza tra una produzione fluida e una correzione ripetuta spesso inizia dal controller.

Per operatori, programmatori e responsabili di produzione, forti abitudini di programmazione contano tanto quanto la struttura delle macchine o la qualità degli utensili. Un componente ben programmato aiuta a ridurre le curve di prova, mantiene l'ordine di piega chiaro e facilita la stabilità dei risultati durante i lavori ripetuti. Ecco perché imparare a usare correttamente un freno a pressione Delem non è solo un compito tecnico. È anche un modo pratico per migliorare la produzione sul reparto di produzione.
Ingresso tModalità Programma
Il primo passo per lavorare con un Delem Press Brake è entrare nella modalità prodotto o programma. Da questa schermata, l'operatore può costruire un nuovo programma di parte o modificare un programma già salvato.
Nella produzione normale, ci sono due punti di partenza comuni:
• Apri un prodotto esistente dalla panoramica del prodotto
• Creare un nuovo programma per una nuova parte
• Confermare i dati prodotto e la configurazione degli strumenti
• Entra nella schermata di programmazione del bend
Una volta all'interno della pagina del programma, l'operatore può visualizzare la sequenza attiva di bend e spostarsi tra i passaggi di bend usando il selettore di bending. Questa disposizione facilita l'ispezione di una curva alla volta senza perdere di vista la struttura complessiva del programma.
Nella maggior parte delle interfacce Delem, i pulsanti laterali permettono un accesso rapido alle aree principali di programmazione. Questi spesso includono la pagina principale dei dati di piegatura, la tabella completa delle pieghe, le proprietà del prodotto, le modifiche degli utensili, l'inserimento delle curve e le funzioni di bumping. Se usati correttamente, questi scorciatoie fanno risparmiare tempo durante la programmazione e durante le successive modifiche al lavoro ripetuto.
Comprensione tPrincipali Opinioni di Programmazione
Un programma Delem Press Brake è solitamente gestito tramite diverse viste connesse invece di un singolo schermo. Ogni vista ha uno scopo diverso nel processo di programmazione.
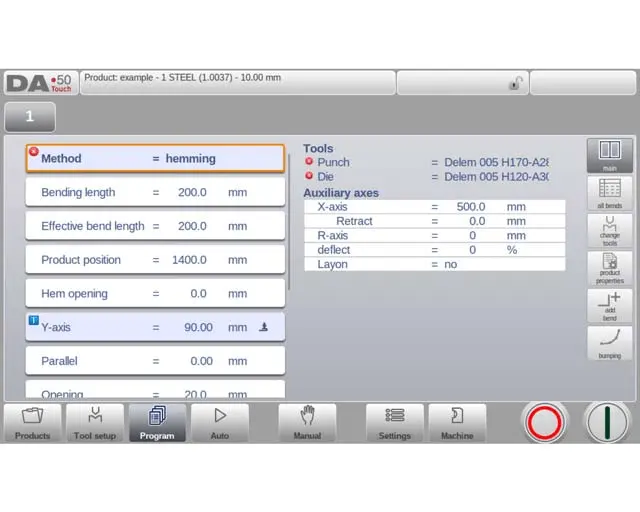
La vista principale è dove l'operatore modifica il step di bend attivo. Questa è la schermata più spesso utilizzata durante la programmazione iniziale e la risoluzione dei problemi. Mostra i valori primari per la curva scelta e permette un input diretto rapido.
La vista All Bends elenca ogni passo di piegatura in una tabella, rendendo più facile rivedere l'intera sequenza, confrontare le curve, riorganizzarne l'ordine o modificare l'intero programma in modo più efficiente.
La pagina Proprietà del Prodotto conserva le informazioni di base sul prodotto per il componente. Questi valori non sono legati a una sola piegatura. Invece, definiscono la parte nel suo insieme, includendo l'identificazione e le informazioni relative ai materiali.
L'area di cambio utensile viene utilizzata quando gli utensili devono essere aggiornati per una piega o per l'intero programma. Questo diventa particolarmente utile quando un lavoro viene rivisto per un'apertura del dado, un profilo di perforazione o un metodo di produzione diverso.
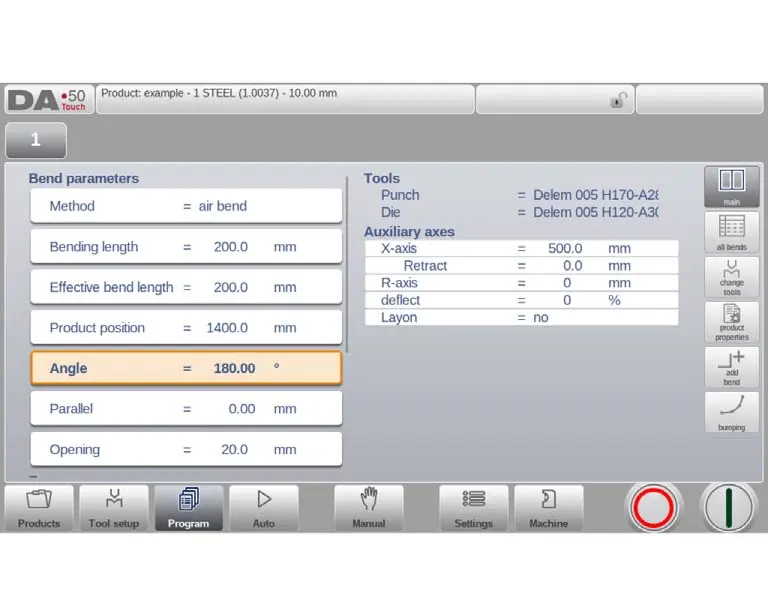
Parametri chiave che modellano ogni piega
Ogni passo di curvatura all'interno di un programma Delem Press Brake contiene un gruppo di parametri che definiscono come la macchina eseguirà quella curvatura. Comprendere accuratamente questi valori aiuta l'operatore a migliorare la velocità di regolazione e a ottenere prestazioni di flessione più costanti.
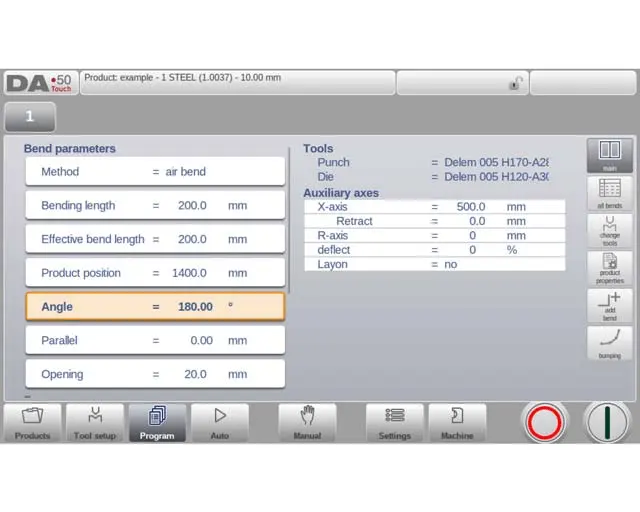
- Metodo di piegatura
Il metodo di piegatura selezionato cambia il modo in cui la macchina calcola ed esegue la piegatura. I metodi comuni includono la piegatura dell'aria, il bottom e l'orlo. Ogni metodo richiede una logica diversa per la posizione del fascio e il comportamento della forza.
La flessione dell'aria è comunemente utilizzata per la programmazione flessibile dell'angolo perché la macchina calcola la profondità dell'asse Y richiesta in base all'angolo del bersaglio. Il bottoming spinge il foglio più saldamente contro il die e dipende maggiormente dalle condizioni di forza. L'orlo viene utilizzato quando la flangia deve essere piegata, quindi la posizione della trave deve tenere conto della superficie del die e dello spessore del lastre.
- Lunghezza, posizione e angolo
La lunghezza di flessione è importante perché influisce sulla richiesta di forza e sul calcolo della coronazione. La lunghezza effettiva di flessione può essere applicata anche nel calcolo del carico quando sono coinvolte più di una linea di flessione nel pezzo.
La posizione del prodotto specifica la posizione del pezzo nella direzione Z con riferimento al datum della macchina. Un posizionamento corretto aiuta a mantenere l'allineamento durante programmi più lunghi o più dettagliati.
Per la programmazione basata sull'angolo, l'angolo target è una delle voci più importanti. In modalità angolo, il sistema calcola automaticamente la posizione del fascio. In modalità posizione assoluta, il programmatore imposta direttamente la profondità di flessione.
- Impostazioni del movimento del fascio
Diverse impostazioni controllano come si comporta il fascio durante e dopo la curva:
• Mute: il punto di cambio da avvicinamento rapido a velocità di pressione
• Apertura: la fessura dopo la piegatura per facilitare la gestione dei pezzi
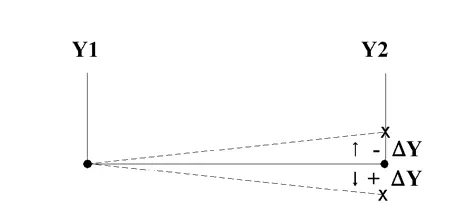
• Parallelo: correzione tra i lati sinistro e destro del cilindro
• Tempo di permanenza: tempo di mantenimento al punto di curvatura
• Decompressione: distanza di rilascio dopo la pressione
• Velocità: velocità di pressione durante la corsa di lavoro
• Velocità di decomposizione: velocità durante il movimento di decompressione
Questi valori possono sembrare secondari all'inizio, ma nella produzione reale influenzano fortemente la coerenza, il comfort di maneggevolezza e l'efficienza del ciclo.
Funzioni aggiuntive che migliorano la flessibilità
Un controller Delem Press Brake include anche funzioni a livello di gradini che aiutano gli operatori a gestire condizioni di produzione più complesse.
Le impostazioni di ripetizione permettono di saltare o ripetere una piega più volte. Questo può essere utile in operazioni speciali di formatura o in stile catena.
Le impostazioni di attesa per la retrazione controllano se il fascio continua immediatamente o si ferma fino al completamento dell'azione di retrazione. Questo migliora la coordinazione tra il movimento del fascio e quello di gauge.
I codici passo determinano quando diventano attivi nuovi valori dei parametri. A seconda della logica di programmazione, può avvenire un cambiamento di valore durante la decompressione, la posizione di muting, il punto morto superiore o tramite un segnale esterno. Il tempo di ritardo può essere aggiunto anche quando è necessaria una breve pausa prima dell'inizio del passaggio successivo.
Queste funzioni non sono sempre utilizzate in lavori semplici, ma diventano preziose quando si gestiscono sequenze avanzate o si integra con maggiore attenzione il movimento delle macchine.
Gestione delle proprietà del prodotto and Tool Data
Una buona organizzazione del programma parte da dati di prodotto puliti. Su un freno a pressione Delem, la pagina delle proprietà del prodotto permette all'operatore di definire l'ID del pezzo, la descrizione del prodotto, lo spessore del lato, il tipo di materiale e la modalità di selezione dell'angolo.
Queste informazioni sono importanti per diversi motivi. Innanzitutto, rende più facile la ricerca nella libreria del programma. In secondo luogo, supporta un corretto comportamento di calcolo. In terzo luogo, aiuta l'operatore successivo a comprendere il lavoro senza riaprire ogni passo di curvatura.
I dati degli strumenti sono altrettanto importanti. Gli strumenti della vera macchina devono corrispondere al punch and die assegnato per il programma. L'operatore può apportare una modifica agli utensili modificando un passaggio di piega o l'intero programma, a seconda di come ciò influisce sulla produzione.
A seconda della configurazione della macchina, possono applicarsi alcune delle seguenti cose: dati sull'asse ausiliario, distanze di retrazione, velocità degli assi e opzioni di lay-on. Quando questi sono programmati correttamente, il movimento del backgauge diventa più stabile e meglio adatto al processo reale di manovraggio.
Utilizzando tlui Piega Tutti i Punti di vista in modo più efficiente
Lo schermo all-bends offre una panoramica completa del programma. Questo è spesso il punto più veloce per modificare una parte multi-step perché permette all'operatore di rivedere la sequenza di piegatura nel suo insieme.
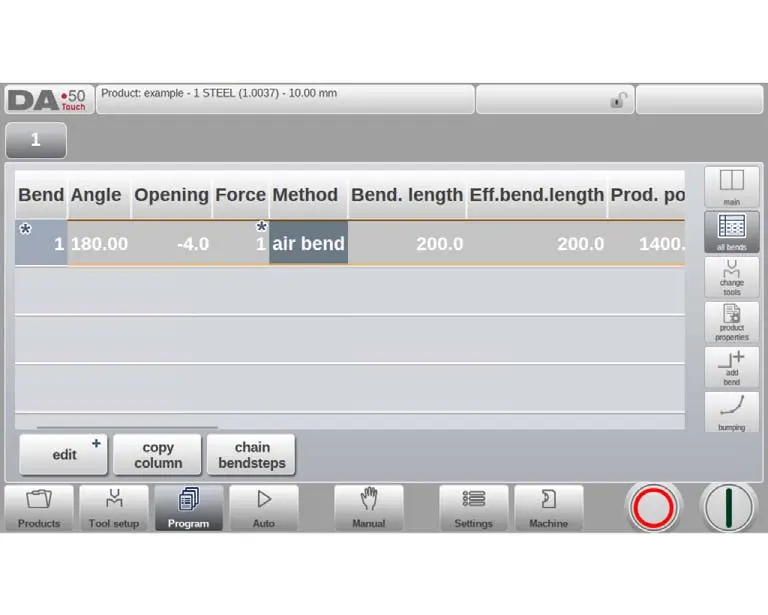
Da qui, l'operatore può solitamente:
• Inserire una nuova piega
• Segnare una curva per l'azione
• Eliminare una curva indesiderata
• Sposta una curva in un'altra posizione
• Scambiare due curve
• Copia un valore di colonna in tutte le curve
• Scale di bend a catena con impostazioni di ripetizione e offset
Per programmi più lunghi, questa vista è spesso più pratica che modificare una piega alla volta. Rende la correzione della sequenza più rapida e riduce il rischio di trascurare un gradino.
Uso del bumping fo Lavori a Raggio Ampio
Una funzione utile su un freno a pressione Delem è il bumping. Questo trasforma un normale passo di curvatura in una serie di curve più piccole utilizzate per creare un raggio ampio.
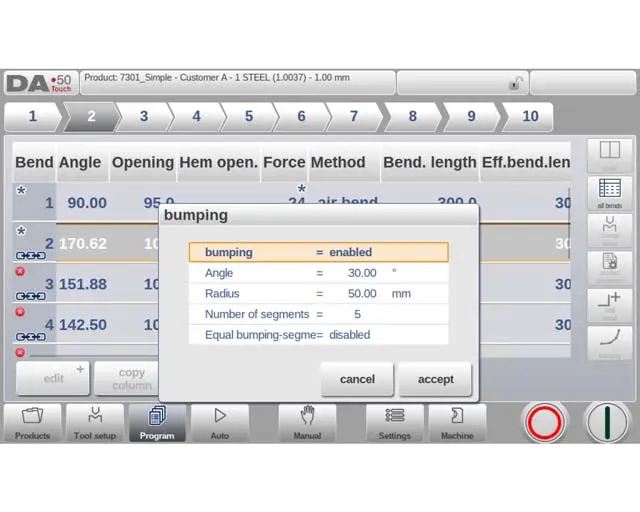
Invece di una curva brusca, il controller divide la forma in più segmenti. L'operatore può definire l'angolo, il raggio del bersaglio e il numero di segmenti. Più segmenti di solito creano un raggio più fluido, anche se possono richiedere anche un'apertura del die più piccola e un tempo di macchina più lungo.
Alcuni controlli permettono anche una dimensione di segmenti uguali, mentre altri usano segmenti più piccoli per una curva più naturale. Questa caratteristica è particolarmente utile per lavori a raggio dove la continuità di aspetto e forma sono importanti.
Lettura corretta dei simboli di programmazione
Durante la programmazione, il controller può mostrare simboli che aiutano l'operatore a comprendere cosa accade all'interno della logica del programma.
Un simbolo informativo di solito significa un valore cambiato perché un altro parametro correlato è stato modificato per primo. Il simbolo a stella indica che il valore programmato è diverso dal valore calcolato. Un simbolo di errore indica che qualcosa non va nel programma (ad esempio, un metodo di bending che non corrisponde agli strumenti assegnati).
Queste grafiche semplificano molto il lavoro. Gli operatori potrebbero essere in grado di individuare le incongruenze prima e risolverle prima di entrare in produzione.
Domande frequenti
• Come posso migliorare la precisione della programmazione su un freno a pressione Delem?
Presta attenzione ai parametri principali e osserva come il controllore ricalcola i valori correlati. Quando salvi il programma, controlla il metodo di piegatura, l'angolo, lo strumento e il materiale
• È meglio modificare una piega alla volta o usare la tabella completa?
Per le parti piccole, spesso basta il montaggio a una sola piegatura. Per la maggior parte delle operazioni a più passi, il tavolo a tutte le pieghe è solitamente più veloce e offre la migliore panoramica dell'intera operazione.
• Quando dovrei usare il bumping?
Se il pezzo richiede un raggio maggiore invece di una singola curva brusca, il metodo appropriato è il bumping. Questo è particolarmente vero per parti estetiche, pannelli curvi e nel caso di necessità di un profilo più liscio.
Conclusione
Imparare a programmare bene un Delem Press Brake non riguarda solo inserire valori su uno schermo. Si tratta di capire come il metodo di piegatura, gli strumenti, il movimento del fascio e la logica delle sequenze lavorino insieme nella produzione reale. Una volta che questa comprensione diventa parte della pratica quotidiana, la programmazione diventa più veloce, le correzioni si riducono e i lavori ripetuti diventano più facili da gestire.
Per i produttori che puntano a una qualità stabile e a una migliore efficienza degli operatori, è qui che una buona conoscenza del controller inizia a ripagare. A JS RAGOS, vediamo Programmazione basata su Delemè una parte importante delle prestazioni moderne di piegatura perché una logica software accurata supporta risultati meccanici accurati.